
Формы для изготовления пенобетонных блоков
Пеноблок – один из наиболее востребованных материалов на строительном рынке. Это обуславливает высокую потребность в его производстве, а значит, и возрастает спрос на формы.

Производство заключается в заливке смеси в специальные ячейки, где она находится на протяжении 12-14 часов до полного застывания. Изготовление может проводиться в промышленных или домашних условиях. В последнем случае самодельные сооружения позволяют снизить себестоимость блоков.
1. Пластиковые формы.
Конструкции из пластмассы не пользуются большой популярностью в промышленных масштабах. Существует лишь типовой размер – 390х190х188 мм. Пластик не выдерживает большого количества заливок. Это существенно ограничивает сферу применения, поэтому не многие изготовители выпускают их, а только Китай, Днепропетровск и Чернигов.
Несмотря на то, что для масштабного производства требуется закупать сотни, а то и тысячи секций, в перерасчете на 1 куб.м. продукции такие формы оказываются вполне дешевыми. Они просты в эксплуатации и не требуют предварительной смазки перед заливкой пенобетона.

Ламинированная фанера часто используется как в промышленном, так и «домашнем» производстве. Она позволяет свести к минимуму затраты, особенно когда не планируется масштабная стройка.
Конструкция напоминает ящик, созданный из листов ламинированной фанеры и рассчитанный на один блок. Для придания жесткости используются струбцины, которые стягивают стенки. Но данный материал чувствителен к влаге, поэтому заливку нужно проводить на свежем воздухе и хранить сами изделия в сухом месте. Но чтобы пенобетон меньше разрушал стенки, изнутри ящик застилают полиэтиленом.
- легко изготовить своими руками;
- стоимость намного ниже металлического аналога;
- конструкция имеет небольшой вес, за счет чего ее легко транспортировать по участку;
- выдерживает до 50 заливок.

Бывают двух видов – с днищем или без. Это обуславливает еще одну классификацию – цельные и разборные металлоформы. Для складных секций без дна используют прокатный лист (4 мм), обработанный лазерной резкой. Эта технология ускоряет изготовление кассет, при этом обеспечивая точность габаритов.
Блок может иметь различные размеры, но базовый параметр всегда сохраняется – 600х300х200 или 600х300х100 мм. Металлические формы для пеноблока без дна не имеют достаточной жесткости, из-за чего есть риск нарушения геометрии изделия. Поэтому даже в домашнем производстве рекомендуется делать секции с днищем.
Для секций с дном используются листы толщиной в 6 мм, благодаря чему конструкция становится жестче и прочнее. Дно дополнительно укрепляется при помощи швеллеров. Самыми популярными размерами являются контейнеры на 35, 63 и 70 блоков стандартных объемов.
Современные производители стали использовать специальные металлические вставки, которые позволили создать пазогребневые формы. Они предназначены для создания перегородочных плит. Также всегда есть возможность сэкономить и купить не новые, а б/у изделия.
Чтобы пенобетон не прилипал к металлическим стенкам, когда он заливается, поверхность покрывают саморазрушающейся смазкой. Специалисты рекомендуют использовать средство фирмы Компил, так как его консистенция не оставляет жирных пятен, сохраняет эстетичный вид и не влияет на уровень адгезии материала.
На сегодняшний день популярностью и надежностью пользуются металлические конструкции завода Строй-Бетон, компании ПромСпектр и ООО Интэк.
Изготовление блоков своими руками
В домашних условиях лучше делать формы из ламинированной фанеры. Она позволяет легче достать элемент и проще в обработке. От количества ячеек зависит, сколько готовых блоков получится на выходе. Для домашнего производства рекомендуется делать многоместные опалубки с размером 200х300х600 мм. Хотя если есть возможности и знания, то выйдет самостоятельно изготовить и металлическую конструкцию. В сборке деревянной формы для заливки пенобетона есть два основных этапа – создание каркаса и разбивка на ячейки.
Сначала делается чертеж, его можно составить самостоятельно или найти готовый в интернете. На эскизе указываются необходимые параметры, а также рассчитывается количество секций. Этот вопрос решается по своему усмотрению, но специалисты рекомендуют делать контейнер не более, чем на 40 блоков. Это позволит иметь практически беспрерывный конвейер – пока одна партия застывает, вторую заготавливают. Для создания ящика потребуются влагостойкие фанерные листы толщиной 6-8 мм. Этого хватит, чтобы стенки не прогибались под давлением пенобетона, из-за чего произойдет деформация.

Ориентируясь на чертеж, проводится вырезка дна ящика. В зависимости от расположения секций необходимо контролировать, чтобы длина и ширина днища была кратной размером блока. Сразу на заготовке расчерчивается место перемычек. На этом же этапе из листов вырезают боковые и торцевые стенки. Важно, чтобы высота формы равнялась уровню элементов, так как пенобетон заливается «заподлицо».
На следующем этапе приступают к сборке каркаса. Для этого стенки фиксируются на основании, а для придания жесткости торцы оформляются металлическими уголками. Их устанавливают вертикально, ориентируясь на внешние углы ящика, и пропускают по верхнему краю опалубки. После этого перемычки закрепляются внутри в заранее заготовленных пазах в боковых стенках.
В обязательном порядке стенки обиваются полиэтиленовой пленкой для их защиты от влаги. Важно проконтролировать, чтобы на поверхности не возникало заломов, пузырей или складок. Если этого не сделать, то после высыхания поверхность пенобетонных блоков будет покрыта неровностями.
Вынимать готовые элементы можно только через сутки. При этом важно, чтобы температура окружающей среды была не ниже +5°C. Если пенобетон заливают в формы в домашних условиях, то нужна защита от воздействий окружающей среды – попадания пыли, грязи, атмосферных осадков.
Стоимость готовых форм
Размер, материал и количество ячеек – главные составляющие цены.
| Наименование, размеры | Цена, рубли |
| Контейнер фанерный 0.5 м3 (14 штук) | 9000 |
| Контейнер металлический 588Х300Х188 (24 ячейки) | 11 000 |
| Контейнер металлический кассетный 590х360х120 (40 блоков) | 35 400 |
| Пластиковая форма 390х190х188 мм (1 штука) | от 300 |
| Наборная форма из древесины 600х300х400 | от 7 000 за 1 куб.м |
| Наборная деревянная форма 600х300х100 | от 12 000 за 1 куб.м |
| Металлический контейнер на 24 пеноблока без дна 588х300х188 | 11 000 |
| Металлический контейнер на 40 шт без дна 590х360х120 | 35 000 |
| Форма с дном 35 шт 600х300х200 (металл) | 62 000 |
| Форма с дном 63 шт 600х300х100 (металл) | 48 000 |
| Контейнер с перегородками на 36 блоков (0,54 м3) 500х300х100 | 5 900 |
| Контейнер с перегородками на 30 блоков (0,85 м3) 498х295х198 | 3 000 |
| Наборная из полипропилена 600х300х200 мм, ширина 1,5 м | от 35 000 за куб.м. |
| Наборная из полипропилена 600х300х400 мм, ширина 1,5 м | от 29 000 за куб.м. |
| Кассетная форма для пазогребневых блоков 600х300х200 на 30 шт | 35 000 |
Это ориентировочные цены на формы, так как у каждого производителя они могут разниться в зависимости от качества материала и сложности оборудования. Многие фирмы предлагают приобрести б/у изделия, но их стоимость нужно уточнять отдельно.
Как самостоятельно сделать формы для пеноблоков

Пенобетоном называют камень с пористой структурой, обладающий устойчивостью к морозам, прочностью и способностью сохранять тепловую энергию. Такие блоки при эксплуатации не деформируются, создают оптимальный микроклимат внутри помещения. Основополагающим фактором геометрического соответствия размеров считается состояние опалубочной системы, с помощью которой блоки отливаются. Какими же бывают формы для пеноблоков, и возможно ли изготавливать их в домашней обстановке?
Виды форм
Опалубку для такого строительного материала классифицируют по ряду признаков:
- Материалы. Формы для пенобетона изготавливаются из:
— древесины;
— фанеры;
— пластмассы;
— металла;
— пенопласта.
- Параметры. Опалубочные конструкции изготавливаются под большие стеновые, пазогребневые или малые блоки.
- Конструктив. Основа делается разбирающейся либо цельной, со съемными перегородками. Первый вариант идеален в хранении и перевозке, потому что элементы не занимают много свободного пространства. Зато второй вид надежен в использовании.

Кроме того, опалубку определяют по изготовлению, разделяя на резательную или литую. Последняя отличается прочным каркасом, а для первого варианта необходимы перегородки, придающие нужные параметры.
Если организовано изготовление литых пеноблоков, но время от времени практикуется резка, нет нужды в приобретении дополнительных опалубочных элементов. Если не пользоваться перегородками, то получится оснащение для технологического процесса резательного типа.

Материалы для изготовления форм
Приготовленная смесь газобетона создает неслабое давление на опалубочные стены. При гидратации и в тех случаях, когда затвердевание выполняется в «парилке», наблюдается обильное выделение воды и тепловой энергии. Такие факторы и считаются основополагающими для любых видов форм.
После некоторого срока эксплуатации опалубки коробятся, теряют форму, а для кладки пеноблоков это плохо. Ухудшается точность изделий, и чтобы отдалить это явление, тщательно подбирается материал для изготовления опалубки.
Нетесаная доска
Неплохой, но пилотный вариант для любого уровня производства. Такая опалубка быстро становится бесформенной, поверхность готовых блоков смотрится неэстетично, оставляет желать лучшего. Решив пользоваться формами из такого материала, рекомендуем каждый элемент опалубки обмотать полиэтиленом и постоянно смазывать. Такие меры продлят эксплуатационный период и улучшат внешность готового материала.
Фанера ламинированная, листы OSB
Эти материалы часто применяют вместо досок. Фанера получила лучшие рекомендации от строителей, давление, создаваемое бетоном, держит устойчиво.
Пластик
На строительном рынке найдется опалубка, изготовленная из пластикового материала с применением укрепляющих металлических элементов. Чаще всего из пластика изготавливают опалубочные ячейки для литья перегородочных блоков.
Изготовители рекламируют пластик, как элемент нового полимерного поколения. Он отличается высокой точностью, устойчивостью к температурным перепадам и избыточной влаге. Однозначно говорят, что такая опалубка хороша, но долговечностью не отличается. Перегородки внутреннего типа, пазовые и гребневые части коробятся, придавая блокам волнистость.

Естественно, что поврежденные части опалубки заменяются, но для этого потребуются определененные финансовые затраты. В качестве альтернативного варианта можно изготовить их самому или воспользоваться услугами жестянщика.
К числу достоинств такой опалубки относят приемлемую стоимость и отсутствие необходимости смазывать или обворачивать пленкой элементы перед заливкой бетона. Пластик не впитает влагу и не позволит блоку прилипнуть.
Металл
Самый надежный вариант опалубки, позволяющий наладить серийное изготовление пеноблоков. Из листовой стали изготавливают любой высокоточный элемент конструкции. Даже среди бывших в употреблении опалубок попадаются довольно неплохие экземпляры, которые прослужат долгое время.
Сталь не коробится от давления, выдерживает большие температуры.
Пенопласт
Из такого материала готовят несъемный вид опалубки, применяемый при строительстве монолитных конструкций. Форма представляет собой сборную пустотелую конструкцию, отличающуюся надежностью и крепкой фиксацией.
Изготовление своими руками
Попробуем разобраться, как готовить формы для пеноблоков своими руками. Сборка отличается простотой и доступностью, напоминает сколачивание ящика из фанеры. До начала изготовления рекомендуется составить эскиз, с помощью которого рассчитывается необходимое количество ячеек, указываются габаритные параметры формы.

Число ячеек в каждой форме определяют самостоятельно, но в большинстве случаев их количество не превышает сорока штук. Это самый удобный вариант, чтобы наладить бесперебойный цикл. За время застывания первой партии подготавливается очередная. Но здесь еще многое зависит от возможностей оборудования выдавать бетон, скорости застывания, оперативности укладки.
Чтобы изготовить конструкцию, выполняем следующие мероприятия:
- Берем лист ламинированной фанеры, толщина которого равна шести – восьми миллиметрам. Такой материал не будет прогибаться от давления, создаваемого бетоном, даст возможность точно сохранить геометрические размеры блоков.
- По изготовленному эскизу вырезается дно, длина и ширина которого должны быть кратными параметрам блока. Здесь еще следует учесть толщину фанерных перегородок, которые вы планируете устанавливать внутри.
- После этого готовятся боковины и торцы, вырезаются перемычки. Высота конструкции не должна превышать высоту блока, чтобы бетон заливался «заподлицо» по отношению к стенкам.
- По всему периметру основание стенок укрепляется металлическими уголками, чтобы конструкция получилась жесткой.
- По заблаговременно подготовленным пазам устанавливаются перегородки.
- Каждая ячейка обкладывается пленкой. Рекомендуется следить, чтобы не образовывались пузыри или складки, ухудшающие товарное качество строительного материала.

Форма готова, можно наполнять ее бетонной массой.
Советы при хранении и использовании
С первого взгляда может показаться, что ничего сложного здесь нет. Но чаще всего бракованные пеноблоки получаются от того, что подводят формы не совсем точными параметрами, неполным наполнением и т. п.

Чему же должна соответствовать качественная опалубка?
Точные параметры
Форма для отливки бетонных изделий должна отличаться идеальностью, потому что такой материал способен принимать всевозможные неточности. В конечном итоге такой блок выбраковывается либо распиливается на мелкие элементы, реализуемые заниженным сортом. В каждом из случаев производство несет убытки.
При строительных работах сборочные швы на пенобетонных блоках должны быть тонкими, потому что бетонная масса своим давлением заставляет раствор проникать в пустоты. От их размера и зависит расход раствора. И если вы приобретаете опалубку, то следует проверить зазоры, чтобы они были не слишком большими.

Простота
От количества дополнительных элементов в опалубочной конструкции будет зависеть срок ее эксплуатации. При самостоятельном изготовлении форм рекомендуется предусматривать надежную, но несложную сборочную систему.
Крепление элементов производится металлическими фиксаторными элементами, пазами либо болтами. Первый вариант самый удобный. Если элемент фиксации потерялся или «расшатался», то его заменяют новым, оперативно изготовленным своими руками.
Не стоит делать варианты опалубки без дна, для обслуживания которых потребуется бригада из нескольких человек. В таких конструкциях и боковые стенки сложно устанавливать самому, да и монтаж выполняется недостаточно ровно. Собранную опалубку достаточно неосторожно задеть, чтобы перекосилась ее часть, и блоки вышли криволинейными. В обязательном порядке устраивается дно, делающее всю конструкцию жесткой.

Надежностью отличаются классические пазогребневые конструкции, имеющие соединения на винтах. Но такие крепления могут встречаться и на простых формах из металла.
Резьба через определенный период эксплуатации стирается. Да и для прочной фиксации придется приложить массу усилий.
Кстати, если на подобный вид крепления попадает раствор, откручивать его становится сложно.
Получается, что крепление элементов опалубочной конструкции выполнятся фиксаторами. С такой системой легко работать – борта раскрыл, и можно аккуратно вынимать блоки.
Универсальность
В готовом виде опалубка соответствует ГОСТу, предъявляемому к параметрам блока. В стандартном варианте размеры следующие:
| вид блока | размер, см |
| стеновой | 60 х 30 х 20 |
| мелкий | 20 х 20 х 20 |
| перегородочный | 60 х 30 х 10 |

Иногда встречаются клиенты, желающие приобрести блоки с нестандартными размерами. Поэтому рекомендуется изготавливать универсальные опалубочные конструкции, позволяющие изготовить пеноблоки разных параметров.
Хранение
Не всякая опалубочная конструкция применяется в производственном процессе интенсивно. Подходит время, когда ее разбирают и складируют в такое место, чтобы она не создавала помех. И это считается важным моментом. Разборная опалубка, которую изготовите самостоятельно, должна состоять из оптимальных элементов, удобных для длительного хранения.
Изучив особенности, можно приготовить формы для заливки пеноблоков своими руками.
Как сделать формы для пеноблока и самостоятельно изготовить пенобетон
Пенобетонные блоки обладают рядом хороших характеристик, в результате чего получают все большую популярность в современном строительстве. Этот материал не дорого стоит, к тому же формы для для изготовления пеноблоков не сложно купить или сделать самостоятельно, что позволяет изготавливать блоки самостоятельно.
Далее мы рассмотрим особенности производства этого стройматериала, включая изготовление форм для пеноблоков и самого пенобетона.

Общие сведения о пеноблоке
Прежде чем приступить к созданию форм для пеноблоков, следует разобраться, что же они из себя представляют. И так, пенобетон состоит из песка, цемента, пенообразователя и воды. Кроме того, для улучшения определенных свойств материала, а также для повышения его прочности допускается добавление затвердителей, пластификаторов и фибры.
Что такое пенообразователь
Пенообразователем называется жидкость на органической или белковой основе. Это экологически чистый, химически нейтральный продукт. На рынке существуют два типа пенообразователей – белковые и синтетические.
Белковые пенообразователи обладают следующими свойствами:
- Практически не влияют на увеличение времени схватывания и твердения раствора пенобетона.
- Практически не ухудшают прочность пенобетона.
- Придают пенобетонной массе высокую стойкость.
- Обладают слабой устойчивостью к всевозможным ускорителям, однако их добавление, как правило, и не требуется.
- С применением белковых пенообразователей можно получить пенобетон плотностью 300 — 1200 кг/см3.
Синтетические пенообразователи имеют следующие свойства:
- Увеличивают время схватывания и твердения пенобетонного раствора.
- Сильно снижают прочность пенобетона.
- Снижают стойкость пенобетонной массы.
- Устойчивы к различным ускорителям.
- Не позволяют произвести пенобетон низкой плотности.
Свойства пенобетона
Применение пенообразователя придает материалу пористую структуру закрытого типа, т.е. внутри материала пузырьки получаются изолированными друг от друга. Это обеспечивает его высокими теплозащитными и морозостойкими характеристиками. Кроме того, пенобетон не впитывает влагу, в отличие от многих других пористых стройматериалов.

Формы для пенобетонных блоков
После изготовления пенобетон находится в жидкой консистенции и растекается по поверхности оснастки с учетом своей вязкости. От формы для производства пеноблоков зависит не только их размер, но и качество готовой продукции.
Материал и тип, из которого выполнена технологическая оснастка, в первую очередь зависят от требований к оборачиваемости и масштабов производства. Оборачиваемость зависит от времени, которое проходит с момента заливки до предварительного отвердения.
По конструкционной особенности формы бывают двух типов -неразъемные и разъемные. Кроме того, они могут различаться по количеству блоков, которые можно залить одновременно, т.е. одноместные и многоместные.
Различные типы технологической оснастки позволяют получить как готовые штучные блоки, так и массив, который после извлечения из оснастки подвергается распилу.Конечно, формы для пеноблоков своими руками делают первого типа, так как они позволяют получить уже готовый продукт.
Недостатком оснастки для изготовления штучных блоков является то, что они позволяют выпускать изделия фиксированного размера. Чаще всего производят блоки габаритами — 200*300*600 мм.
Самыми распространенными материалами для их изготовления форм являются: влагостойкая фанера, пластик и металл. От типа материала зависят не только технологические и эксплуатационные свойства оснастки, но и ее цена.

Формы из фанеры
Как правило, такие формы изготавливаются с металлическим каркасом. Металлические конструкции необходимы для того, чтобы придать фанере необходимую жесткость, а также предотвратить ее деформацию. В результате, это положительным образом влияет на качество выпускаемой продукции.
Главным достоинством оснастки из фанеры является ее невысокая стоимость и простота изготовления. Эксплуатация также не требует больших затрат. Формы могу выдержать как минимум 40-50 циклов заливки. Если правильно обслуживать фанерную оснастку и ухаживать за ней, то она сможет прослужить еще дольше.
Изготовленная форма для пеноблоков своими руками представляет собой сбитый фанерный ящик с ячейками. Каждая ячейка соответствует размеру будущего изделия.
Совет!
Перед тем, как заливать смесь в фанерные формы, внутреннюю поверхность следует смазать.
Это предотвратить прилипание пенобетона к бортам и основанию.

Формы из пластика
Пластиковые формы для пеноблоков являются самыми дешевыми. Они отличаются неприхотливостью в эксплуатации и не требуют смазки перед заливкой. Недостатком таких форм является их хрупкость. Этим обусловлен их незначительный срок эксплуатации.
В последнее время стали производить металлические каркасы, в которые устанавливается пластиковая оснастка. Они позволяют увеличить долговечность форм.

Формы из металла
Самыми прочными являются металлические формы для пеноблоков, но при этом они и самые дорогие. Однако, если учитывать продолжительность срока их эксплуатации, то стоимость форм составляет незначительную часть в себестоимости готовых изделий.
Сделать металлическую оснастку гораздо сложней. Если у вас нет такой возможности, то можно поискать б у формы для пеноблоков, которые будут стоить гораздо дешевле, чем новые.
Совет!
Вместо форм можно использовать разъемную опалубку.
Технология производства пеноблоков
Для производства пеноблоков кроме форм понадобится следующее оборудование:
- Пеногенератор.
- Компрессор.
- Бетономешалка емкостью 80-100 литров.
При наличии этой техники два работника в течение смены могут произвести несколько кубометров пенобетона.

Пеногенератор разумней сделать своими руками, так как фабричное оборудование стоит неподъемно дорого. Пенообразующие компоненты, которые продаются, создают в десяток раз уменьшепены. Кроме того, при использовании этих компонентов бетон необходимо взбивать на очень высоких оборотах.
Инструкция по изготовлению пеногенератора довольно простая. Найти ее можно в интернете.
Совет!
Качество полученной пены можно проверить следующим образом – заполнить ею ведро и перевернуть его вверх дном. Качественная пена должна удержаться в ведре.
Для производства пеноблоков используют цемент марки не ниже 400. Присутствие в нем примесей не допускается. Обратите внимание, что при производстве теплоизоляционных блоков с плотностью до 500 кг/м3 песок не применяют. При изготовлении бетонов с плотностью от 600 кг/м3 и выше в смесь добавляют дробленый или природный песок.
Совет!
Лучше использовать отсев, так как стоимость его меньше, а активность в бетоне – выше.

Для производства 1 м3 пенобетона в среднем требуется:
- 310-320 кг цемента.
- 210-220 кг песка (если пенобетон будет производиться плотностью от 600 кг/м3).
- 100-110 литров воды для раствора и около 55-60 литров для пенообразователя.
- Полтора литра концентрата пенообразователя.
В первую очередь смешиваются песок,цемент и вода, после чего добавляется пена. Чем быстрее перемешиваются компоненты, тем более качественным получается бетон.
В обычной бетономешалке перемешивание пенобетона займет около 20 минут, так как пена будет долго держаться на поверхности. В бочке с подвижными лопастями пена размешается в течение пары минут.

После изготовления пенобетона, его заливают либо в формы, либо в разборную опалубку. Во втором случае, не дожидаясь полного застывания, опалубку разбирают и режут массив на отдельные блоки.
Разбирать формы следует не ранее, чем через сутки. Перед отправкой на склад изделия требуют дополнительной выдержки в 16 часов. Температура при производстве блоков не должна понижаться ниже +5 градусов по Цельсию.
Вывод
Изготовление пеноблоков для себя или как бизнес не требует наличия сложного оборудования, а сам процесс хоть и имеет некоторые нюансы, в целом довольно простой. Это позволяет обеспечить свое строительство собственным стройматериалом и тем самым существенно сократить на него расходы.
Видео в этой статье дополнит информацию по данной теме.
Как сделать формы для пеноблока и самостоятельно изготовить пенобетон

Формы имеют вид каркаса, в который заливается смесь воды, песка и пенообразователя. После того как пеноблок остынет, его просушивают и нарезают в условиях открытого воздуха. Форма для производства пеноблоков может изготавливаться из различных материалов и бывает:
- металлическая;
- пластиковая;
- фанерная.
Виды форм
Опалубку для такого строительного материала классифицируют по ряду признаков:
- Материалы. Формы для пенобетона изготавливаются из: — древесины; — фанеры; — пластмассы; — металла; — пенопласта.
Кроме того, опалубку определяют по изготовлению, разделяя на резательную или литую. Последняя отличается прочным каркасом, а для первого варианта необходимы перегородки, придающие нужные параметры.
Если организовано изготовление литых пеноблоков, но время от времени практикуется резка, нет нужды в приобретении дополнительных опалубочных элементов. Если не пользоваться перегородками, то получится оснащение для технологического процесса резательного типа.
Материалы для изготовления форм
Приготовленная смесь газобетона создает неслабое давление на опалубочные стены. При гидратации и в тех случаях, когда затвердевание выполняется в «парилке», наблюдается обильное выделение воды и тепловой энергии. Такие факторы и считаются основополагающими для любых видов форм.
После некоторого срока эксплуатации опалубки коробятся, теряют форму, а для кладки пеноблоков это плохо. Ухудшается точность изделий, и чтобы отдалить это явление, тщательно подбирается материал для изготовления опалубки.
Нетесаная доска
Неплохой, но пилотный вариант для любого уровня производства. Такая опалубка быстро становится бесформенной, поверхность готовых блоков смотрится неэстетично, оставляет желать лучшего. Решив пользоваться формами из такого материала, рекомендуем каждый элемент опалубки обмотать полиэтиленом и постоянно смазывать. Такие меры продлят эксплуатационный период и улучшат внешность готового материала.
Фанера ламинированная, листы OSB
Эти материалы часто применяют вместо досок. Фанера получила лучшие рекомендации от строителей, давление, создаваемое бетоном, держит устойчиво.
Пластик
На строительном рынке найдется опалубка, изготовленная из пластикового материала с применением укрепляющих металлических элементов. Чаще всего из пластика изготавливают опалубочные ячейки для литья перегородочных блоков.
Изготовители рекламируют пластик, как элемент нового полимерного поколения. Он отличается высокой точностью, устойчивостью к температурным перепадам и избыточной влаге. Однозначно говорят, что такая опалубка хороша, но долговечностью не отличается. Перегородки внутреннего типа, пазовые и гребневые части коробятся, придавая блокам волнистость.
Естественно, что поврежденные части опалубки заменяются, но для этого потребуются определененные финансовые затраты. В качестве альтернативного варианта можно изготовить их самому или воспользоваться услугами жестянщика.
К числу достоинств такой опалубки относят приемлемую стоимость и отсутствие необходимости смазывать или обворачивать пленкой элементы перед заливкой бетона. Пластик не впитает влагу и не позволит блоку прилипнуть.
Металл
Самый надежный вариант опалубки, позволяющий наладить серийное изготовление пеноблоков. Из листовой стали изготавливают любой высокоточный элемент конструкции. Даже среди бывших в употреблении опалубок попадаются довольно неплохие экземпляры, которые прослужат долгое время.
Сталь не коробится от давления, выдерживает большие температуры.
Пенопласт
Из такого материала готовят несъемный вид опалубки, применяемый при строительстве монолитных конструкций. Форма представляет собой сборную пустотелую конструкцию, отличающуюся надежностью и крепкой фиксацией.
Общие сведения о пеноблоке
Прежде чем приступить к созданию форм для пеноблоков, следует разобраться, что же они из себя представляют. И так, пенобетон состоит из песка, цемента, пенообразователя и воды. Кроме того, для улучшения определенных свойств материала, а также для повышения его прочности допускается добавление затвердителей, пластификаторов и фибры.
Что такое пенообразователь
Пенообразователем называется жидкость на органической или белковой основе. Это экологически чистый, химически нейтральный продукт. На рынке существуют два типа пенообразователей – белковые и синтетические.
Белковые пенообразователи обладают следующими свойствами:
- Практически не влияют на увеличение времени схватывания и твердения раствора пенобетона.
- Практически не ухудшают прочность пенобетона.
- Придают пенобетонной массе высокую стойкость.
- Обладают слабой устойчивостью к всевозможным ускорителям, однако их добавление, как правило, и не требуется.
- С применением белковых пенообразователей можно получить пенобетон плотностью 300 — 1200 кг/см3.
Синтетические пенообразователи имеют следующие свойства:
- Увеличивают время схватывания и твердения пенобетонного раствора.
- Сильно снижают прочность пенобетона.
- Снижают стойкость пенобетонной массы.
- Устойчивы к различным ускорителям.
- Не позволяют произвести пенобетон низкой плотности.
Свойства пенобетона
Применение пенообразователя придает материалу пористую структуру закрытого типа, т.е. внутри материала пузырьки получаются изолированными друг от друга. Это обеспечивает его высокими теплозащитными и морозостойкими характеристиками. Кроме того, пенобетон не впитывает влагу, в отличие от многих других пористых стройматериалов.
Размеры блока
Изготовление своими руками
Попробуем разобраться, как готовить формы для пеноблоков своими руками. Сборка отличается простотой и доступностью, напоминает сколачивание ящика из фанеры. До начала изготовления рекомендуется составить эскиз, с помощью которого рассчитывается необходимое количество ячеек, указываются габаритные параметры формы.
Число ячеек в каждой форме определяют самостоятельно, но в большинстве случаев их количество не превышает сорока штук. Это самый удобный вариант, чтобы наладить бесперебойный цикл. За время застывания первой партии подготавливается очередная. Но здесь еще многое зависит от возможностей оборудования выдавать бетон, скорости застывания, оперативности укладки.
Чтобы изготовить конструкцию, выполняем следующие мероприятия:
- Берем лист ламинированной фанеры, толщина которого равна шести – восьми миллиметрам. Такой материал не будет прогибаться от давления, создаваемого бетоном, даст возможность точно сохранить геометрические размеры блоков.
- По изготовленному эскизу вырезается дно, длина и ширина которого должны быть кратными параметрам блока. Здесь еще следует учесть толщину фанерных перегородок, которые вы планируете устанавливать внутри.
Форма готова, можно наполнять ее бетонной массой.
Советы при хранении и использовании
С первого взгляда может показаться, что ничего сложного здесь нет. Но чаще всего бракованные пеноблоки получаются от того, что подводят формы не совсем точными параметрами, неполным наполнением и т. п.
Чему же должна соответствовать качественная опалубка?
Точные параметры
Форма для отливки бетонных изделий должна отличаться идеальностью, потому что такой материал способен принимать всевозможные неточности. В конечном итоге такой блок выбраковывается либо распиливается на мелкие элементы, реализуемые заниженным сортом. В каждом из случаев производство несет убытки.
При строительных работах сборочные швы на пенобетонных блоках должны быть тонкими, потому что бетонная масса своим давлением заставляет раствор проникать в пустоты. От их размера и зависит расход раствора. И если вы приобретаете опалубку, то следует проверить зазоры, чтобы они были не слишком большими.
Простота
От количества дополнительных элементов в опалубочной конструкции будет зависеть срок ее эксплуатации. При самостоятельном изготовлении форм рекомендуется предусматривать надежную, но несложную сборочную систему.
Крепление элементов производится металлическими фиксаторными элементами, пазами либо болтами. Первый вариант самый удобный. Если элемент фиксации потерялся или «расшатался», то его заменяют новым, оперативно изготовленным своими руками.
Не стоит делать варианты опалубки без дна, для обслуживания которых потребуется бригада из нескольких человек. В таких конструкциях и боковые стенки сложно устанавливать самому, да и монтаж выполняется недостаточно ровно. Собранную опалубку достаточно неосторожно задеть, чтобы перекосилась ее часть, и блоки вышли криволинейными. В обязательном порядке устраивается дно, делающее всю конструкцию жесткой.
Надежностью отличаются классические пазогребневые конструкции, имеющие соединения на винтах. Но такие крепления могут встречаться и на простых формах из металла.
Резьба через определенный период эксплуатации стирается. Да и для прочной фиксации придется приложить массу усилий.
Кстати, если на подобный вид крепления попадает раствор, откручивать его становится сложно.
Получается, что крепление элементов опалубочной конструкции выполнятся фиксаторами. С такой системой легко работать – борта раскрыл, и можно аккуратно вынимать блоки.
Универсальность
В готовом виде опалубка соответствует ГОСТу, предъявляемому к параметрам блока. В стандартном варианте размеры следующие:
| вид блока | размер, см |
| стеновой | 60 х 30 х 20 |
| мелкий | 20 х 20 х 20 |
| перегородочный | 60 х 30 х 10 |
Иногда встречаются клиенты, желающие приобрести блоки с нестандартными размерами. Поэтому рекомендуется изготавливать универсальные опалубочные конструкции, позволяющие изготовить пеноблоки разных параметров.
Технология производства пеноблоков
Для производства пеноблоков кроме форм понадобится следующее оборудование:
- Пеногенератор.
- Компрессор.
- Бетономешалка емкостью 80-100 литров.
При наличии этой техники два работника в течение смены могут произвести несколько кубометров пенобетона.
Сборка металлических форм
Пеногенератор разумней сделать своими руками, так как фабричное оборудование стоит неподъемно дорого. Пенообразующие компоненты, которые продаются, создают в десяток раз уменьшепены. Кроме того, при использовании этих компонентов бетон необходимо взбивать на очень высоких оборотах.
Инструкция по изготовлению пеногенератора довольно простая. Найти ее можно в интернете.
Совет! Качество полученной пены можно проверить следующим образом – заполнить ею ведро и перевернуть его вверх дном. Качественная пена должна удержаться в ведре.
Для производства пеноблоков используют цемент марки не ниже 400. Присутствие в нем примесей не допускается. Обратите внимание, что при производстве теплоизоляционных блоков с плотностью до 500 кг/м3 песок не применяют. При изготовлении бетонов с плотностью от 600 кг/м3 и выше в смесь добавляют дробленый или природный песок.
Совет! Лучше использовать отсев, так как стоимость его меньше, а активность в бетоне – выше.
Оборудование для производства пеноблоков
Для производства 1 м3 пенобетона в среднем требуется:
- 310-320 кг цемента.
- 210-220 кг песка (если пенобетон будет производиться плотностью от 600 кг/м3).
- 100-110 литров воды для раствора и около 55-60 литров для пенообразователя.
- Полтора литра концентрата пенообразователя.
В первую очередь смешиваются песок,цемент и вода, после чего добавляется пена. Чем быстрее перемешиваются компоненты, тем более качественным получается бетон.
В обычной бетономешалке перемешивание пенобетона займет около 20 минут, так как пена будет долго держаться на поверхности. В бочке с подвижными лопастями пена размешается в течение пары минут.
На фото структура пенобетона
После изготовления пенобетона, его заливают либо в формы, либо в разборную опалубку. Во втором случае, не дожидаясь полного застывания, опалубку разбирают и режут массив на отдельные блоки.
Разбирать формы следует не ранее, чем через сутки. Перед отправкой на склад изделия требуют дополнительной выдержки в 16 часов. Температура при производстве блоков не должна понижаться ниже +5 градусов по Цельсию.
Как сделать установку для производства пенобетона своими руками
Производство пенобетона в домашних условиях для индивидуального строительства целесообразно в случае большого объема работ. Тогда затраты на покупку оборудования вполне окупают себя. Но, есть способ еще больше удешевить процесс изготовления – сделать оборудование для производства пеноблоков своими руками.
Рассмотрим указанные варианты последовательно, в виде пошаговой инструкции для новичков без опыта в строительстве.
1 вариант – мини производство пенобетона своими руками с использованием готового оборудования
Для производства пеноблоков в домашних условиях приобретается установка – специализированный комплекс оборудования (станок), а пенобетонная смесь готовится самостоятельно.
Состав пенобетонной смеси:
- цемент (портландцемент, марки М-400 и выше. Цемент должен быть обязательно свежий) – 310 кг;
- песок (мелкофракционный или дробленный, просеянный песок) – 500 кг;
- вода – 210 л;
- пенообразующий состав – 1-2% от массы цемента;
- модифицирующие добавки.

Отдельно остановимся на пенообразователе. Можно использовать готовый состав, например, ПБ-Люкс (90 руб/кг) или Foamcem (150 руб/кг) или изготовить его самостоятельно.
Пенообразователь для пенобетона своими руками
Состав пенообразователя:
- каустическая сода (едкий натр) – 0,15 кг;
- канифоль – 1 кг;
- столярный клей – 0,06 кг.
Технология изготовления несколько трудоемкая и занимает много времени. Поэтому целесообразна только при значительных объемах работ.
Как сделать пенообразователь для пенобетона в домашних условиях
Приготовление предусматривает выполнение двух этапов:
- смешивание клеевого раствора. Для этого кусочки сухого клея заливаются водой (1:10) и оставляют на сутки. За это время клей немного разбухнет, но будет держать форму. Поэтому, емкость с водой и клеем нагревают до 60 °С (при постоянном перемешивании). Клеевой раствор готов, когда все кусочки растворились и образовали однородную массу;
- приготовление канифольного мыла. С этой целью натр доводят до кипения. Затем в него постепенно вводят канифоль. Процесс кипячения займет около 2-х часов до полного растворения канифоли.
Оба состава смешиваются, когда канифольное мыло остынет до 60 °С.
Полученную смесь заливают в пеногенератор и получают пену высокой плотности. Оптимальной для использования считается пена плотностью 80 гр/дм.куб. Использование менее плотной (более воздушной пены) ухудшит качество блока и приведет к быстрому его разрушению.
Схема производства пеноблоков показана на рисунке.
 Схема производства пеноблоков
Схема производства пеноблоков
Отметим, что подобно первому блину, первые пенобетонные блоки обычно также выходят комом. Этому есть несколько причин:
- сложность дозирования составляющих компонентов в растворе;
- повышенное/пониженное содержание воды в растворе;
- повышенное содержание пенообразователя в растворе. Его расход не должен превышать 1,5 л. на 1 м/куб.
Во-первых, потому что пенообразователь дорогой.
Во-вторых, потому что увеличение его в составе смеси увеличивает время на затвердение бетона.
В-третьих, потому что это снизит прочность блока.
- варьированием времени замеса;
- экспериментальное определение времени для набора прочности блоками;
- режимом сушки готовых (расформованных) блоков.
К сожалению, подобные эксперименты не только продлевают время строительства, но приводят к дополнительным расходам. Однако, как свидетельствуют пользователи, они вполне оправданы. Тем более что, дефектные пеноблоки могут быть использованы в качестве засыпки под пол, а б/у оборудование для производства пенобетона можно продать.
2 вариант – изготовление оборудования для пенобетона своими руками
Для начала отметим, какое вообще нужно оборудование для производства пеноблоков при использовании классической двухстадийной технологии производства.
Заводская комплектация мини-завода по производству пенобетона включает в себя:
- пеногенератор с компрессором для подачи воздуха;
- смеситель (в частном производстве используется обычная бетономешалка);
- формы для пеноблоков;
- дополнительное оборудование: манометр, насос.
Комплектация стандартной пенобетонной установки показана на схеме.

Рассмотрим, как сделать каждый из перечисленных видов оборудования в домашних условиях из подручных средств.
Пеногенератор для пенобетона своими руками
Приобретение этого модуля является самой затратной частью производства.
Назначение – преобразовывать пенообразователь в пену, перед подачей его в раствор.
Конструкция пеногенератора состоит из трех узлов:
- подающий модуль. В него заливается раствор пенообразователя. Эту функцию может выполнять любая емкость;
- преобразующий модуль. Квинтэссенция установки – преобразование пены;
- дозирующий модуль. Обеспечивает возможность подачи пены в раствор заданной плотности (определяется маркой пеноблока).
Схема пеногератора для производства пенобетона
 Схема устройства пеногератора для изготовления пенобетона
Схема устройства пеногератора для изготовления пенобетона
Для изготовления пеногенератора понадобится: металлическая труба (2 заготовки), насос, шланги, вентили. А также сварочный аппарат. Более подробно комплектующие указаны в спецификации, которая сопровождает чертеж пеногератора.
Сборка пеногератора для пенобетона (схема-чертеж)
 Чертеж пеногератора для пенобетона
Чертеж пеногератора для пенобетона
1. Изготовление пеногенератора
Специфика заводской трубки пеногенератора в том, что вначале она имеет узкий канал, который затем расширяется. Такой прием позволяет увеличить скорость прохождения эмульсии по трубке. Тогда на выходе у нее будет максимально возможная скорость.
Как сделать пеногенератор для пенобетона своими руками?
Для этого нужно изготовить камеру турбулентного смешивания и основной пенопатрон.
Изготовление камеры смешивания
К одной из заготовленных труб приварить два патрубка. Причем один из них (по которому будет подаваться воздух) целесообразно разместить с торца. А второй, предназначенный для подачи пенообразующей эмульсии приварить сбоку (под углом в 90°).
Оба входные патрубка (торцевой и боковой) снабжаются двумя вентилями:
- запорный (позволяющий перекрыть подачу пенообразователя);
- регулировочный (позволяющий отрегулировать параметры подачи, изменить напор, давление, количество и т.п.).
На практике, после того как отрегулированы параметры подачи смеси, регулировочными вентилями не пользуются.
Изготовление пенопатрона
Ко второй заготовке трубы приваривается патрубок. Он предназначен для выхода готовой смеси. Выходной патрубок целесообразно оборудовать приспособлением в виде воронки для снижения скорости выхода смеси. В заготовку помещается фильтр. Назначение которого, преобразование эмульсии в пену. Можно приобрести готовый фильтр.
Но его функцию с не меньшим успехом могут выполнять металлические сеточки (ёршики) для чистки посуды.
При этом, спиральные не подходят, только проволочные. Эти сеточки нужно утрамбовать как можно плотнее по всей длине трубы пенопатрона. Чтобы частички сетки не вылетали вместе со смесью, на выход трубы устанавливается «Ерш», внутри которого установлена сетчатая шайба.
Соединение камеры смешивания и пенопатрона
Дальше нужно соединить камеру смешивания и пенопатрон. Естественно, сделать это нужно так, чтобы приваренные патрубки были размещены с противоположных торцов. Чтобы обеспечить увеличение скорости прохождения пенобетонной смеси по трубке, нужно между ними установить сопло Лаваля или шайбу-жиклер. Замена сопла на жиклер снизит КПД конструкции на 30-40%, за счет снижения скорости прохождения смеси через нее. Однако она дешевле, проще в установке и может быть использована как временный вариант. Место установки сопла или жиклера показано на схеме.
 Схема пеногератора для пенобетона с использованием шайбы-жиклера
Схема пеногератора для пенобетона с использованием шайбы-жиклера
Соотношение размеров пеногенератора для пенобетона (глубина и входной диаметр)
 Соотношение размеров пеногенератора для пенобетона
Соотношение размеров пеногенератора для пенобетона
2. Подключение компрессора к торцевому патрубку камеры смешивания
Для работы пригоден любой компрессор, который обеспечит давление в 6 атм. Использование компрессора с ресивером, редукционным клапаном и манометром позволит регулировать давление.
Материал подготовлен для сайта www.moydomik.net
3. Подключение емкости для пенообразователя к боковому патрубку камеры смешивания
Емкость устанавливается на пол, к ней крепится шланг, посредством которого пенообразующая эмульсия (пенообразователь плюс вода) будет подаваться в смеситель посредством движения через боковой патрубок. Установка небольшого насоса (обычного бытового «ручейка») позволит организовать более эффективную подачу пенообразователя в пеногенератор. Однако, в целях экономии, подача может быть организована и самотеком.
Изготовленный таким нехитрым образом пенообразователь для пенобетона обойдется намного дешевле, нежели покупной. А полученная пена ничем не будет уступать пене, полученной из заводского генератора.
Самодельное оборудование для производства пеноблоков – видео
Устройство пеногенератора для пенобетона в домашних условиях
Второй составляющей производства пеноблоков, которую можно изготовить своими силами является форма для заливки пенобетона.
Формы для пеноблоков своими руками
Формовочная емкость может быть изготовлена из любого материала: фанеры, металла, пластика. Главное требование, материал не должен деформироваться в процессе заливки раствора.
Изготовление формы предполагает прохождение двух этапов:
- расчет формы для пенобетона;
- изготовление формы для пенобетона.
Как правильно рассчитать размер формы для пеноблоков?
Строительные блоки (стеновые) обычно производятся в таком соотношении (пропорции) длина : ширина : высота – 4 : 2 : 1. Такое соотношение является оптимальным, поскольку позволяет выполнить перевязку рядов кладки без подрезки блоков. Таким образом, если глубина формы 150 мм, то ее ширина и длина будут соответственно равна 300 и 600 мм.
Для частного производства пенобетонных блоков, целесообразно использовать форму, позволяющую одновременно изготавливать до 30 пеноблоков.
Обратите внимание, длина формы будет длиннее, чем суммарная длина блоков. Это обусловлено тем, что перегородки в форме имеют определенную толщину.
Как сделать формы для пеноблоков своими руками?
Процесс изготовления формы начинается с устройства дна. К нему жестко крепятся боковые стенки и устанавливаются разъемные внутренние перегородки.
Мастера советуют делать форму для пенобетонных блоков разборной. Такой прием позволит варьировать размеры блоков. По этой же причине перегородочные пластины не следует сваривать между собой. Лучше сделать в них разрезы до половины ширины и соединить через них.
Если используется фанера в качестве материала для изготовления опалубки, то нужно крепить перегородки гвоздями. Уголки, распорки и т.п. отпечатаются на готовом блоке. Это не нанесет ему вреда, но и красоты не прибавит.
Схема-чертеж формы для пеноблоков и внешний вид показаны на рисунках.
 Схема-чертеж формы для пеноблоков
Схема-чертеж формы для пеноблоков  Схема-чертеж формы для пеноблоков (размеры элементов опалубки)
Схема-чертеж формы для пеноблоков (размеры элементов опалубки)  Металлическая опалубка (форма) для производства пеноблоков
Металлическая опалубка (форма) для производства пеноблоков  Сборка формы для производства пеноблоков
Сборка формы для производства пеноблоков
Преимуществом самодельной формы является возможность получения пеноблоков нестандартной длины или конфигурации.
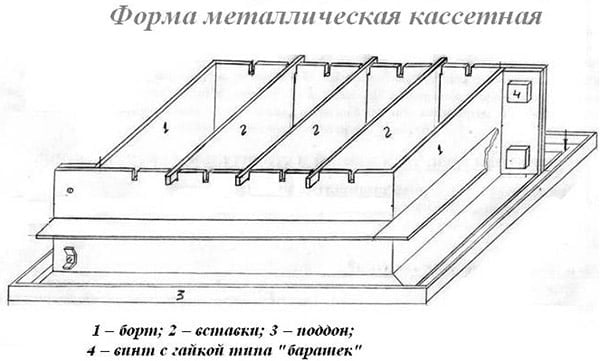
Формы для изготовления пенобетонных блоков

Пенобетон представляет собой пористый камень с высокой морозоустойчивостью, прочностью и характеристиками сохранения тепла. Пенобетонные блоки не деформируются со временем и создают хороший микроклимат в помещении. Для производства стройматериала используются специальные формы для пеноблоков, с помощью которых можно получить лего-блоки или кирпичи нужного размера. Изделия имеют вид каркаса, куда заливается смесь цемента, воды, песка и пенообразователя. После того, как пеноблок застынет, его нарезают и просушивают на открытом воздухе. Сама форма изготавливается из различных материалов. Чаще всего используется металл, пластик и фанера.

Каркас из металла
Металлическая разновидность формовочных контейнеров бывает с дном или без него, цельного типа либо разборной. Последняя обеспечивает оперативность работы с кассетами под заливку – форма быстро складывается и раскладывается. Число ячеек каркаса зависит от того, в каком количестве производятся пенобетонные блоки. Размеры изделий – стандартные: 600х300х100 мм и 600х300х200 мм. Однако форма недостаточно прочна и легко деформируется. Конструкция, тем не менее, позволяет заливать состав для частного строительства.
Металлические формы, у которых есть дно, более прочные по сравнению с разборными, так как дополнительно укреплены швеллером. В них изготавливают блоки из пенобетона стандартных размеров в количестве 35, 63 и 70 штук. Вместе с тем регулировать размеры контейнера для пенобетона с дном нельзя.
Металлическая конструкция – это возможность произвести пеноблоки за короткое время. В числе преимуществ:
1. Оперативность работы. Форма из металла имеет откидные борта, и застывший пенобетон снимается с дна или остается на поддоне.
2. Качество. Блок получается геометрически правильной формы, одинакового размера, с ровной поверхностью.
3. Долговечность. Металлические формы могут использоваться несколько лет, их применяют многие поставщики.

4. Практичность. Металлическая оснастка разборного типа не занимает место при хранении и транспортировке.
5. Удобство использования. Потребитель самостоятельно определяет, сколько ячеек будет у металлической формы и какого размера производить пеноблоки.
Во избежание прилипания пенобетона формовочный контейнер обязательно смазывается специальной смазкой.
Пластиковая конструкция позволяет изготовить даже один пеноблок. Стандартные габариты – 390х190х188 мм. Выбор их на российском рынке невелик, хотя стоит пластиковая форма относительно недорого. Отечественные и зарубежные производители, в свою очередь, акцентируют внимание покупателей на ее положительных характеристиках:
- Простота применения. Форма для изготовления пеноблоков не собирается, а только раскладывается.
- Экономия времени. Пластиковая оснастка рассчитана примерно на 2000 рабочих циклов.
- Невысокая стоимость затрат. Сделать пеноблоки в таких ячейках достаточно выгодно.
- Экономия средств. Пластик стоит гораздо меньше металлического каркаса, не такой громоздкий и может храниться в сложенном виде. Пенобетон заливается в ячейки многократно.
- Возможность производить пенобетонные блоки с декоративной поверхностью. Оснастка для них приобретается дополнительно.
Пластиковая конструкция, как и металлическая, может иметь дно. За счет него пеноблок извлекается из ячеек быстро и не деформируется при этом.

Изделия из ламинированной фанеры
Ламинированная фанера – отличный вариант для заливки пенобетона. Ее достаточно просто приобрести. Она используется и в цеховой работе, а стоимость затрат на производство будет зависеть только от качества листов. Форма из ламинированной фанеры по своей конструкции напоминает небольшой ящик, дно и стенки которого делаются под будущий стройматериал. Стоит учитывать, что одна форма предназначена для того, чтобы в нее поместился один блок. Кроме этого, фанера предоставляет возможность для вариации габаритов изделий.
Вместе с тем материал для оснастки имеет ряд минусов:
- Она получается громоздкой и неудобной в хранении.
- Собирая изделие своими руками, стоит четко соблюдать размеры, которые указывает его чертеж.
- Нарезанные листы скрепляется между собой при помощи гвоздей, из-за чего блок приобретает неправильную геометрию.
- Ламинированная фанера может разбухать от влаги.
Устранить недостатки просто: фанера ремонтопригодна. Стенки, куда заливается пенобетон, лучше всего оббить полиэтиленовой пленкой.
Останавливаясь на том, какой материал будет выбран для конструкции – пластик, металл или фанера, стоит учитывать его физико-химические характеристики. Немаловажное значение имеет удобство работы: пенобетон придется заливать самому или этим займется бригада строителей.

Самостоятельное производство оснастки
Пенобетон легко изготовить в домашних условиях. Поначалу готовят будущий пеноблок: смешивают воду, песок, цемент и составы, образующие пену. Дополнительно добавляется фибра, затвердители и пластификаторы – так материал получает прочность. Смесь заливается в специальный каркас. Ее можно приобрести или собрать самостоятельно, разработав чертеж.
Металлическая конструкция удобна и долговечна, но собрать ее получится только у тех, кто имеет навыки сварки. Используются как новые, так и б/у комплектующие. Пластиковая оснастка доступна для продажи в любом строительном магазине. Самым популярным материалом для изготовления ячеек своими руками на сегодняшний день является фанера. Инструкция сборки достаточно проста:
1. Определитесь с размерами, которые будут иметь блоки. Стандартные габариты указаны выше.
2. Сделайте чертеж формы, учитывая длину и ширину изделий – они должны быть кратными, так как этого требует ГОСТ 21520-89.
3. Для одного ящика понадобится 5 деталей толщиной 6-8 мм (так они не сломаются и не деформируются), с небольшими отступами от размеров кирпичей. В первую очередь создается дно конструкции, где застывает пеноблок.
4. К дну крепятся стенки. Обязательно обратите внимание на толщину – от этого зависит, насколько ровными будут перегородки и, соответственно, сам блок. Не стоит использоваться распорки или уголки – они нарушат геометрию материала.
5. Каркас обрабатывается смазкой или обивается полиэтиленом, чтобы блок не прилипал.
Альтернативой может послужить контейнер из металла, для изготовления которого также требуется руководство по сборке. Но учитывайте, что ламинированная фанера – материал, изделия из которого проще собирать самому.
Схема сборки, вне зависимости от того, что было выбрано – металл или фанера, аналогична. Стенки каркаса, где будет находиться пеноблок, должны быть четко зафиксированы и обработаны смазкой.
Собрать самому или приобрести?
Если вы не хотите тратить время, изучая руководство сборки своими руками или вам показалась непонятной инструкция, можно приобрести оснастку. Пеноблок – достаточно популярный материал, поэтому купить форму предлагают многие поставщики. Московский рынок презентует как сборку конструкций на заказ, так и продажу партий б/у изделий. Стоимость зависит от марки продукции, объема партии либо компании-изготовителя. Ниже представлена таблица, где указана цена по Москве и области. Ценовую политику на каркасы б/у уточняйте у компании-поставщика. Не забывайте, что на срок эксплуатации влияет качество пенобетонных кирпичей.
Как выбрать и изготовить правильные формы для пенобетона

Опалубка на производстве ячеистого бетона – одна из важнейших вещей, поэтому нужно относится к ее выбору не менее тщательно, чем к основному оборудованию. Заводские или изготовленные формы для пенобетона своими руками – дилемма, которая рано или поздно встает перед любым владельцем или мастером цеха. Что выгоднее, и в каком именно случае разберем подробнее.
Разновидности форм для пенобетона

Опалубка для пенобетона классифицируется по нескольким признакам:
- По материалу, из которого она изготовлена – дерево, фанера, пластик, пенопласт, металл;
- По параметрам – для стеновых больших и малых блоков, для пазогребневых;
- По конструктиву – полностью разборные или цельная основа с мобильными перегородками. Первые очень просто хранить и перевозить, так как все элементы в разобранном виде занимают мало места, когда второй тип более надежен в эксплуатации.
Также опалубку для пеноблоков можно характеризовать по принадлежности к типу производства, а именно, литой и резательной. В первом случае, оснастка должна иметь формообразующие перегородки, когда для литой необходим просто надежный каркас.

Если у вас организованно производство литого пенобетона, то иногда практикуете резку блоков, не обязательно приобретать дополнительную опалубку для монолита. Если не ставить перегородки, то можно получить вариант оснастки для резательной технологии.
Чтобы блоки получались с точными параметрами, а весь процесс работы был максимально упрощен, необходимо подбирать формы для блоков, которые отвечают определенным требованиям.
Требования, предъявляемые к пенобетонной опалубке

Казалось бы, опалубка, как опалубка, что может быть в ней особенного и чему она может соответствовать. Иногда брак пенобетона происходит именно по вине формы. То параметры блока неточные, то объем его неполный, какие-то изделия «некрасивые». Так какой же должна быть идеальная опалубка для пенобетона?
Из чего изготавливаются формы
Готовая пенобетоная смесь оказывает немалое давление на стенки опалубки, к тому же в процессе гидратации, да еще, если твердение происходит в «парилке», выделяется большое количество тепла и влаги. Именно эти три фактора и «выносят приговор» любой опалубке.
Со временем она коробится. От чего страдает точность изделий. И насколько быстро это произойдет зависит от того, из какого материала изготовлена опалубка.
- Деревянные нетёсаные доски – пилотный вариант в начале становления практически любого профессионального или «гаражного» производства. Довольно быстро подобная опалубка выходит из строя, а поверхность изделий оставляет желать лучшего. Если уж и решились использовать подобные формы, то перед каждой сборкой деревянные элементы необходимо обматывать пищевой пленкой и обязательно смазывать. Это немного продлит срок эксплуатации и улучшит внешний вид блоков.

- Вместо досок на производстве чаще всего используют любые другие плитные материалы, например, простую и ламинированную фанеру, листы OSB. Из всего вышеперечисленного, ламинированная фанера наиболее удачный материал для опалубки, которая стойко выдерживает любые давления со стороны бетона.
- Пластик. Сегодня на рынке оборудования для пенобетона можно встретить современную опалубку, выполненную из прочного технического пластика с укрепляющими элементами из металла. Чаще всего это формы для пазогребневых перегородочных пенобетонных блоков.

Производители позиционируют подобный материал, как представителя нового поколения полимеров, отличающегося высочайшей прочностью, стойкостью к критическим температурам и влажностной среде. Опираясь на опыт, можно заявить, что такие элементы из пластика действительно хорошие, но не долговечные. Внутренние перегородки и части с пазами и гребнями коробятся, от чего получаются «волнистые» блоки.
Конечно, можно произвести замену, вышедших из стоя частей, но это дополнительные затраты, и довольно немалые. Как вариант, можно попробовать сделать своими руками или руками опытного жестянщика подобные элементы. А перегородки лучше всего напилить из ламинированной фанеры, толщина которой идеально подходит к толщине «родных» стенок.

На фото выше представлена еще одна разновидность пластиковых форм для изготовления штучных пеноблочных изделий. Они не выгодны для серийного производства. Скорее станут спасением для тех, кто делает на самопальном оборудовании небольшие замесы. Со временем пластик покоробится. Да и вытаскивать с них блоки нужно предельно аккуратно, так как он очень хрупок в первые сутки после твердения.
- Металлическая опалубка – наиболее надежный вариант для серийного производства. Из листовых стальных заготовок можно сделать любой элемент повышенной точности. Сегодня купить подобные формы можно без проблем. Даже среди б/у вариантов попадается неплохая опалубка.

Да и сделать подобную оснастку довольно легко. Было бы только подходящее оборудование и надежный мастер… Листовая сталь марки Ст3 толщиной 2-4 мм− прекрасная сырьевая база для бетонной опалубки.
Она не коробится под давлением и относительно высокими температурами (в среднем при пропарке в самый пик гидратационных процессов, температура внутри бетонного блока может подниматься до 95 град.). По желанию, можно изготовить подобную опалубку по параметрам вагонетки, чтобы можно было ее транспортировать по цеху и в пропарочную камеру.
- Пенопласт. Раз мы завели разговор о формах для пенобетона, то несправедливо будет умолчать о несъемной опалубке из пенопласта, или как ее еще называют «лего-блоки». Она применима при монолитном строительстве из товарного пенобетона или любого другого легкого раствора. Подобные формы представляют собой сборные пустотелые конструкции с удобной и надежной системой фиксации между собой.

На серийном производстве практиковать подобную опалубку просто смешно, когда в строительстве она довольна популярна. Однако от нее последнее время отказываются, так как сам пенопласт не пропускает влагу, что создает парник внутри помещения.
В этом видео показывается разлив смеси по пластиковым формам для пенобетона.
Точность параметров
Опалубка для заливки любых бетонных изделий должна быть просто идеальна, так как бетон принимает любые неточности. В итоге подобные изделия выбраковываются или распиливаются на более мелкие, которые пускаются в продажу, как второй или первый сорт. В любом случае идут убытки денежные и трудозатраты на доработку брака.
Что касается пенобетона, то толщина сборочных швов должна быть ничтожна, так как под давлением пенобетонная масса просто просачивается через эти щели. И чем они больше, тем значительнее потери раствора. Поэтому, если покупаете опалубку б/у будьте осторожны. Возможно большие зазоры между элементами – одна из причин продажи.

У представленной на фото выше металлической пенобетонной опалубки нет дна. В любом случае в этих местах при заливке будет выдавливаться пенобетон. Чтобы это предотвратить можно просто обработать песком периметр опалубки, так чтобы насыпь очень плотно прилегала к форме.
Простота
Чем меньше дополнительных элементов на опалубке, тем дольше она прослужит. Если делаете формы сами, то предусмотрите надежную, но в тоже время самую простую систему сборки. Рассмотрим подобную рекомендацию на фото, которые представлены ниже.



- Обратите внимание на крепления все трех моделей форм. На первом фото простой металлический фиксатор, на втором – пазы, а на третьем − болтовое соединение. Из представленных вариантов, наиболее удобным и прочным считается первый тип крепления. Если металлический фиксатор потерялся или «разболтался» всегда ему на замену можно самостоятельно изготовить «двойника».
- Вариант опалубки, представленный на втором фото требует к обслуживанию несколько человек, так как одному не под силу будет поставить на место боковые борта. К тому же есть риск того, что опалубку смонтируют неровно. Да и в собранном состоянии хватает одного толчка монтажного ботинка, чтобы часть ее перекосилась. Так и получаются криволинейные блоки. Все потому, что нет дна, которое и придает жесткости.
- На третьем фото представлен классический вариант пазогребневой опалубки с винтовыми соединениями. Но и на обычных металлических формах могут присутствовать подобные крепления. Из плюсов только надежность, да и то со временем резьба стирается. К тому же чтобы хорошо зафиксировать части опалубки, нужно приложить немалую силу. При попадании раствора на такой фиксатор, довольно трудно будет его раскрутить.
- Из представленных трех видов опалубки наиболее удобный и надежный первый. Более подробное его фото представлена ниже.



С такой формой довольно удобно работать. Раскрыл основные борта и вытаскивай потихонечку блоки. Чтобы не травмировать хрупкое пенобетонное «тело» при демонтаже перегородок, которые довольно плотно прилегают из-за смазки, здесь даже приварены специальные «ушки». А чтобы все те же перегородки не съезжали, предусмотрен простой, но в то же время надежный фиксаж.
Универсальность
Готовая опалубка предназначается для изготовления пеноблоков гостовских размеров.
Стандартные параметры пенобетонных изделий следующие:
- стеновые – 600х300х200 мм;
- мелкие – 200х200х200 мм;
- перегородочные – 600х300х100 мм.
Но в производственной практике, что только не случается. Попадаются заказчики «с изюминкой», которые готовы заплатить любые деньги за серийное изготовление нестандартных блоков. А терять любого клиента не очень приятно.
Поэтому, когда будете приобретать или изготавливать формы сами, лучше всего, если они буду универсальные, т.е. из них можно будет изготавливать блоки с обычными параметрами, а если собрать по-другому, появляется возможность заливки изделий иных габаритов.
Хранение
Не каждая опалубка будет интенсивно использоваться в производстве. Наступит момент, когда ее нужно просто разобрать и убрать в дальний угол. Поэтому очень важно, чтобы при разборе, опалубка занимала как можно меньше места.
Разобравшись с тем, каким требованиям должна отвечать качественная форма для пенобетона, своими руками можно попробовать ее изготовить.
Самостоятельное изготовления форм для пеноблоков
Если нет необходимого оборудования и опыта резки стальных листовых заготовок, то от самостоятельного изготовления металлической опалубки можно отказаться. Однако, имея на руках чертежи форм для пенобетона, можно заказать ее у опытного мастера.
Осталось провести мониторинг рынка и выяснить, на что цена меньше в вашем регионе – на покупку или индивидуальный заказ. А вот изготовление опалубки из фанеры доступно каждому желающему.

Мы предоставим парильные и простые чертежи для форм пенобетона.






Формы для пенобетона из металла самые долговечные и обеспечивают максимальную точность параметров, однако, стоимость у них немалая. Более приемлемым вариантом для небольших объемов и «на первое время» является фанерная опалубка, которую посильно изготовить самостоятельно, при этом не затратив больших средств.
Осталось только сделать выбор. И как говорил Томас Дюар: «Из двух зол выбирай самое интересное».
